














HSCo8 AlCrN ringformet kutter
Kjernebor HSCo8 AlCrN-belegg
ZEBRA

Registrer deg nå for tilgang til over 125 000 produkter
Enestående ytelse sammenlignet med lignende ubelagte kjernebor
- Betydelig høyere levetid
- Opptil 60 % høyere skjærehastighet
- Betydelig raskere boreprogresjon
AlCrN flerlags slitasjebeskyttelsesbelegg og 8 % koboltlegering
- Ekstrem høy temperaturbestandighet opptil 1050 °C
- Meget høy belegghardhet på 3000 HV
- Flerlagskonstruksjon for optimal fjerning av hakk og forbedrede skjæreegenskaper (forhindrer materialslitasje)
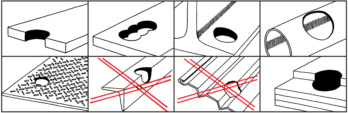
For prosesspålitelighet i nesten alle materialer
Nøyaktig føring, ingen glidning
Problemfri boring på buede overflater og rør
Ingen forboring nødvendig, ingen ru kanter
Eliminerer behovet for for- og etterbearbeiding
- I motsetning til spiralbor fjerner ikke kjernebor materialet i hele bordiameteren, men bare en tynn ring av materialet. Borekjernen støtes ut av senterspissen, den er ikke inkludert i leveringsomfanget. Boretiden for kjernebor er derfor opptil ti ganger kortere enn for spiralbor.
- Tilstrekkelig, kontinuerlig kjøling gjennom hele boreprosessen øker levetiden til den kjernebormaskinen. Må ikke brukes uten smøring.
- Se oversiktstabellene for kjerneborkroner/materialoppgaver samt kutteverdier
- Bruk passende verneutstyr ved bruk av slipespissen, som vernebriller, hørselvern og vernehansker
- Legg til side løse klær eller smykker som kan hektes fast i bevegelige deler
- Kjerneborene må ikke brukes manuelt
- Før bruk må du forsikre deg om at verktøyet roterer riktig og at klemmefunksjonen på verktøydrevet fungerer som den skal.

- Med Weldon-skaft ∅ 19 mm for bruk på mobile magnetboremaskiner eller søylebormaskiner for å lage store hull med en diameter på opptil 50 mm og en kuttedybde på maks. 55 mm
- Bor med FEIN QuickIn-innfestning kan brukes med en adapter
- Bruk på stasjonære bormaskiner med morsekon tange er mulig ved bruk av riktig adapter
- Sett senterspissen inn i kjerneborkronen
- Skyv kjerneborkronen inn i holderen på maskinen, og trekk til settskruene
- Kjerneborkronen låses automatisk når du bruker hurtigchucken.
- Kontroller at kjerneborkronen er montert riktig.
- Hvis boret utsettes for sideveis belastning under bruk, kan det bli ødelagt
- Fest bormaskinen i riktig posisjon for boring – påse at bormaskinen står støtt.
- Fest om nødvendig magnetboremaskinen med en sikkerhetsstropp før du borer, spesielt for bruk på vertikale overflater og arbeid over hodet
- Vær oppmerksom på hastighetstabellen, og bruk kjølevæske
- Bor forsiktig (uten sentreringsstansing og forhåndsboring), vær oppmerksom på jevn mating og jevn rotasjonshastighet gjennom hele boreprosessen
- Fjern spon og borekjernen etter hver boreoperasjon
- Forsiktig: Risiko for personskade, spon og borekjerne kan være svært varme og skarpe
Kvalitet | ZEBRA-Premium |
Kuttedybde | 55 mm |
Diameter | 14 mm |
Lengde | 84.6 mm |
Materiale som skal behandles | Stål, Rustfritt stål, Støpegods, Ikke-jernholdige metaller, Hardt og tøft materiale |
Skaftform | Weldon |
Overflate | AlCrN |
Kuttemateriale | HSCo8 |
Levetid (poengsystem) | 4 av 4 punkter |
Borehastighet (poengsystem) | 4 av 4 punkter |
Borhullkvalitet (punktsystem) | 4 av 4 punkter |
Allsidighet (punktsystem) | 4 av 4 punkter |
Boreatferd (poengsystem) | 4 av 4 punkter |
| Tast |
| vc = skjærehastighet [m/min] |
| n = rotasjonshastighet [o/min] |
| De foreslåtte skjæreverdiene er referanseverdier og må tilpasses de respektive forholdene. |
| For dia. 12,0–20,0 | |||||||||
| Materialbetegnelse | Strekkfasthet | fra dia. 12,0 | fra dia. 16,0 | fra dia. 20,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Generelt konstruksjonsstål | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Herdet og anløpt ulegert stål | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Herdet og anløpt lavlegert stål | ≤ 850 N/mm² | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Herdet og anløpt ulegert stål | ≤ 1000 N/mm² | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Herdet og anløpt lavlegert stål | ≤ 1 000 N/mm² | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Herdet og anløpt legert stål | ≤ 1300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Nitrert stål | ≤ 1300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Verktøystål | ≤ 1300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Høyhastighetsstål | ≤ 1300 | 8 | 10 | 212 | 265 | 159 | 199 | 127 | 159 |
| Høyverdig stål | |||||||||
| Rustfritt stål | ≤ 1200 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Titan | ≤ 850 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Spesiallegeringer | ≤ 1200 | 10 | 15 | 265 | 398 | 199 | 298 | 159 | 239 |
| Støpegods | |||||||||
| Støpejern | ≤ 350 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Sfæroid grafitt og formbart jern | ≤ 350 HB | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumslegeringer | ≤ 450 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Aluminiumssmidde legeringer | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Støpte aluminumslegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Støpte aluminumslegeringer >10 % Si | ≤ 600 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Magnesiumlegering | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Lavlegert kobber | ≤ 400 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Kortsponet messing | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Langsponet messing | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronse med korte spon | ≤ 850 | 20 | 25 | 398 | 531 | 298 | 398 | 239 | 318 |
| Bronse med lange spon | ≤ 1000 | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 |
| Plast | |||||||||
| Varmeherding av plast | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| Termoplast | 20 | 25 | 531 | 663 | 398 | 497 | 318 | 398 | |
| For dia. 36,0–50,0 | |||||||||
| Materialbetegnelse | Strekkfasthet | fra dia. 36,0 | fra dia. 40,0 | fra dia. 50,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Generelt konstruksjonsstål | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Herdet og anløpt ulegert stål | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Herdet og anløpt lavlegert stål | ≤ 850 N/mm² | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Herdet og anløpt ulegert stål | ≤ 1000 N/mm² | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Herdet og anløpt lavlegert stål | ≤ 1 000 N/mm² | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Herdet og anløpt legert stål | ≤ 1300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Nitrert stål | ≤ 1300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Verktøystål | ≤ 1300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Høyhastighetsstål | ≤ 1300 | 8 | 10 | 71 | 88 | 64 | 80 | 51 | 64 |
| Høyverdig stål | |||||||||
| Rustfritt stål | ≤ 1200 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Titan | ≤ 850 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Spesiallegeringer | ≤ 1200 | 10 | 15 | 88 | 133 | 80 | 119 | 64 | 95 |
| Støpegods | |||||||||
| Støpejern | ≤ 350 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Sfæroid grafitt og formbart jern | ≤ 350 HB | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumslegeringer | ≤ 450 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Aluminiumssmidde legeringer | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Støpte aluminumslegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Støpte aluminumslegeringer >10 % Si | ≤ 600 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Magnesiumlegering | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Lavlegert kobber | ≤ 400 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Kortsponet messing | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Langsponet messing | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronse med korte spon | ≤ 850 | 20 | 25 | 133 | 177 | 119 | 159 | 95 | 127 |
| Bronse med lange spon | ≤ 1000 | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 |
| Plast | |||||||||
| Varmeherding av plast | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| Termoplast | 20 | 25 | 177 | 221 | 159 | 199 | 127 | 159 | |
| For dia. 24,0–32,0 | |||||||||
| Materialbetegnelse | Strekkfasthet | fra dia. 24,0 | fra dia. 28,0 | fra dia. 32,0 | |||||
| vc | n | n | n | ||||||
| fra | til | fra | til | fra | til | fra | til | ||
| Stål | |||||||||
| Generelt konstruksjonsstål | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Herdet og anløpt ulegert stål | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Herdet og anløpt lavlegert stål | ≤ 850 N/mm² | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Herdet og anløpt ulegert stål | ≤ 1000 N/mm² | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Herdet og anløpt lavlegert stål | ≤ 1 000 N/mm² | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Herdet og anløpt legert stål | ≤ 1300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Nitrert stål | ≤ 1300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Verktøystål | ≤ 1300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Høyhastighetsstål | ≤ 1300 | 8 | 10 | 106 | 133 | 91 | 114 | 80 | 99 |
| Høyverdig stål | |||||||||
| Rustfritt stål | ≤ 1200 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Titan | ≤ 850 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Spesiallegeringer | ≤ 1200 | 10 | 15 | 133 | 199 | 114 | 171 | 99 | 149 |
| Støpegods | |||||||||
| Støpejern | ≤ 350 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Sfæroid grafitt og formbart jern | ≤ 350 HB | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Ikke-jernholdige metaller | |||||||||
| Aluminium | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumslegeringer | ≤ 450 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Aluminiumssmidde legeringer | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Støpte aluminumslegeringer <= 10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Støpte aluminumslegeringer >10 % Si | ≤ 600 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Magnesiumlegering | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Lavlegert kobber | ≤ 400 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Kortsponet messing | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Langsponet messing | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronse med korte spon | ≤ 850 | 20 | 25 | 199 | 265 | 171 | 227 | 149 | 199 |
| Bronse med lange spon | ≤ 1000 | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 |
| Plast | |||||||||
| Varmeherding av plast | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
| Termoplast | 20 | 25 | 265 | 332 | 227 | 284 | 199 | 249 | |
Velg RAL-fargeverdi
OBS: Fargen på skjermen avviker fra den virkelige fargen.