



HSCo notfres dobbeltskåret type H
Notfres HSCo Z24-48 10-15° ty. H
Art.-nr. 5443601239
EAN 4055375881705
Priser vises for kunden etter pålogging
Se tilgjengeligheten hos en Würth-butikk
Hvis du vil kontrollere lagerbeholdningen i en Würth-avdeling, logger du deg på ved hjelp av påloggingsinformasjonen.
Har du spørsmål, kan du ta kontakt på servicenummeret vårt 464 01 500
Ikke Würth-kunde ennå, eller allerede Würth-kunde, men har ikke påloggingsinformasjon til nettbutikken? Du kan registrere deg på nettet nå med bare noen få trinn. Når vi har kontrollert og godkjent informasjonen du angir, kan du spørre om lagerbeholdning og priser samt legge inn bestillinger umiddelbart.















Tilpasset for næringsdrivende
Registrer deg nå for tilgang til over 125 000 produkter
Anbefalt for fresing av harde, kortsponede materialer som grått støpejern, messing, bronse og legert verktøystål.

 | |
Produktkode | 3224 |
Materiale som skal behandles | Stål, Støpegods, Rustfritt stål, Titan, Kobber, Messing |
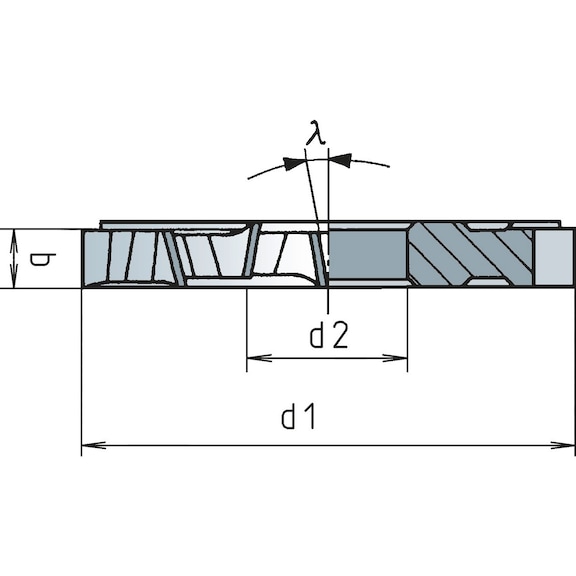
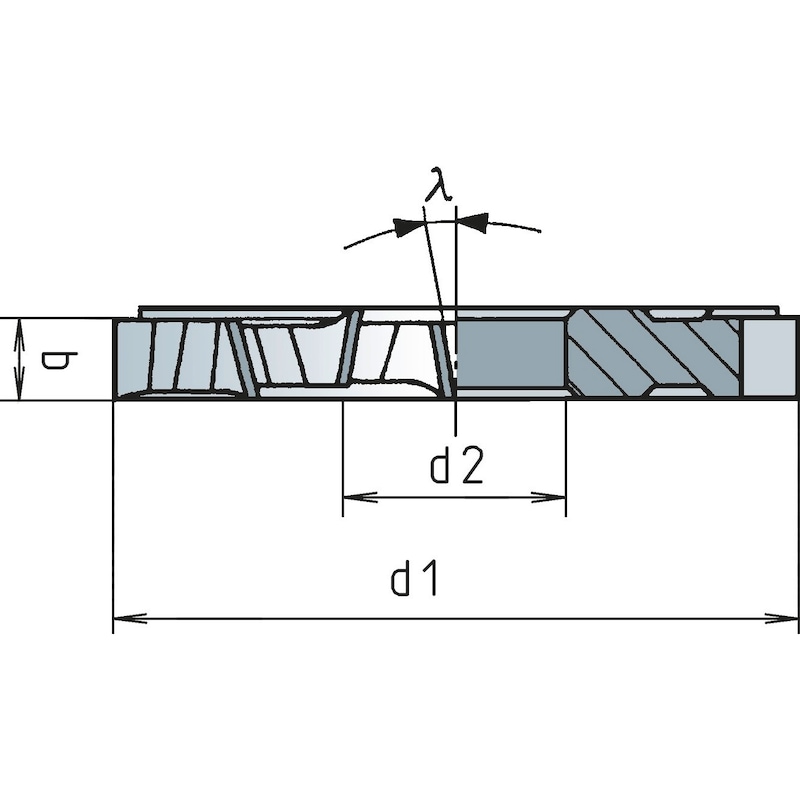
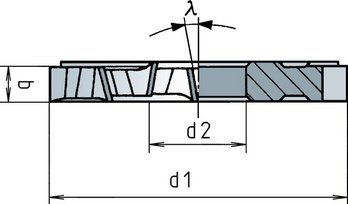
Diameter (d1 (js16)) | 80 mm |
Kuttebredde (b) | 2 |
Bordiameter (d2 (H7)) | 27 mm |
Antall kutt (Z) | 32 STK |
Kuttemateriale | HSCo |
Vridningsvinkel | 10-15° |
Overflate | Bar |
Toleranse for skjærekantdiameter | js16 |
Materiale til undergruppe | Generelt konstruksjonsstål, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grått støpejern, Aduserjern, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titan, Titanlegering, Kobber, Messing |
| Skjæreverdier for etterbehandlingskontur | ||||||||
| For dia. 50 til dia. 160 | ||||||||
| Materialbetegnelse | Strekkfasthet | Kjøling | vc | fz | ||||
| Dia. 50 | Dia. 50 | Dia. 50 | Dia. 50 | Dia. 125–160 | ||||
| Generelt konstruksjonsstål | < 500 N/mm² | E | 45 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 500-850 N/mm² | E | 38 | 0,031 | 0,037 | 0,043 | 0,050 | 0,056 | |
| Karbonstål | < 850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Ulegert varmebehandlet stål | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 700-850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Legert varmebehandlet stål | 850-1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Ulegert overflateherdet stål | < 750 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| Legert overflateherdet stål | < 1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Nitrert stål | < 1000 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 1000-1200 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Verktøystål | < 850 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| 850-1100 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| 1100-1400 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 | |
| Høyhastighetsstål | 850-1200 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Slitesterkt konstruksjonsstål | 1350 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Fjærstål | < 1200 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Rustfritt stål, sulfatert | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| Rustfritt stål, austenittisk | < 700 N/mm² | E | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| < 850 N/mm² | E | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Rustfritt stål, martensittisk | < 1100 N/mm² | E | 25 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Spesiallegeringer | < 1200 N/mm² | E | 15 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Støpejern | < 180 HB | - | 38 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| > 180 HB | - | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Nodulær grafitt, formbart jern | > 180 HB | - | 30 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 |
| > 260 HB | E | 25 | 0,025 | 0,030 | 0,035 | 0,040 | 0,045 | |
| Titan, titanlegeringer | < 850 N/mm² | E | 20 | 0,028 | 0,034 | 0,039 | 0,045 | 0,050 |
| Kobber, lavlegert | < 350 N/mm² | E | 120 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Messing, kortsponet | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Messing, langsponet | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| Bronse, kortsponet | < 600 N/mm² | - | 100 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| 650-850 N/mm² | - | 80 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 | |
| Bronse, langsponet | < 850 N/mm² | E | 80 | 0,046 | 0,055 | 0,064 | 0,074 | 0,083 |
| 850-1200 N/mm² | E | 65 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Forklaring | |
| E = emulsjon | |
| vc = skjærehastighet [m/min] | |
| fz = fôr per tann [mm/t] | |
| De foreslåtte skjæreverdiene er referanseverdier og må tilpasses de respektive forholdene. | |