





Skivefres HSCo DIN 885A type N
Freser HSCo DIN 885A Z12-20 10° type N
Art.-nr. 5443601212
EAN 4055375881484

















Registrer deg nå for tilgang til over 125 000 produkter

 | |
Produktkode | 3174 |
Materiale som skal behandles | Stål, Støpegods, Rustfritt stål, Titan, Kobber, Messing, Aluminium, Plast |
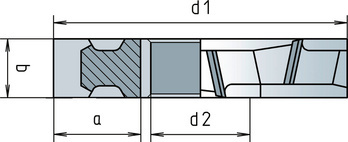
Diameter (d1 (js16)) | 80 mm |
Kuttebredde (b) | 6 |
Kuttedybde (a) | 19,5 mm |
Bordiameter (d2 (H7)) | 27 mm |
Antall kutt (Z) | 14 STK |
Freserutforming standard | DIN 885 A |
Kuttemateriale | HSCo |
Vridningsvinkel | 10° |
Overflate | Bar |
Toleranse for skjærekantdiameter | js16 |
Verktøyholder | Med langsgående spor DIN°138 |
Materiale til undergruppe | Generelt konstruksjonsstål, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grått støpejern, Aduserjern, Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titan, Titanlegering, Kobber, Messing, Aluminium, Plast |
| Skjæreverdier for etterbehandlingskontur | ||||||||
| For dia. 50-160 | ||||||||
| Materialbetegnelse | Strekkfasthet | Kjøling | vc | fz | ||||
| Diameter 50 | Diameter 63 | Diameter 80 | Diameter 100 | Dia. 125–160 | ||||
| Generelt konstruksjonsstål | < 500 N/mm² | E | 45 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| 500-850 N/mm² | E | 38 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | |
| Karbonstål | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Ulegert varmebehandlet stål | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 700-850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Legert varmebehandlet stål | 850-1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Ulegert overflateherdet stål | < 750 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Legert overflateherdet stål | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Nitrert stål | < 1000 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 1000-1200 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Verktøystål | < 850 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| 850-1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| 1100-1400 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 | |
| Høyhastighetsstål | 850-1200 N/mm² | E | 20 | 0,048 | 0,058 | 0,067 | 0,077 | 0,086 |
| Slitesterkt konstruksjonsstål | 1350 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Fjærstål | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Rustfritt stål, sulfatert | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| Rustfritt stål, austenittisk | < 700 N/mm² | E | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| < 850 N/mm² | E | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Rustfritt stål, martensittisk | < 1100 N/mm² | E | 25 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Spesiallegeringer | < 1200 N/mm² | E | 15 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Støpejern | < 180 HB | - | 38 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Nodulær grafitt, formbart jern | > 180 HB | - | 30 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 |
| > 260 HB | E | 25 | 0,035 | 0,042 | 0,049 | 0,056 | 0,063 | |
| Titan, titanlegeringer | < 850 N/mm² | E | 20 | 0,040 | 0,048 | 0,056 | 0,064 | 0,072 |
| Aluminium, aluminiumlegeringer | < 530 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Aluminium, støpte aluminumslegeringer < 10 % Si | < 600 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Magnesium, magnesiumlegeringer | < 280 N/mm² | E | 400 | 0,057 | 0,068 | 0,080 | 0,091 | 0,103 |
| Kobber, lavlegert | < 350 N/mm² | E | 120 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, kortsponet | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Messing, langsponet | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| Bronse, kortsponet | < 600 N/mm² | - | 100 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 650-850 N/mm² | - | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 | |
| Bronse, langsponet | < 850 N/mm² | E | 80 | 0,062 | 0,074 | 0,087 | 0,099 | 0,112 |
| 850-1200 N/mm² | E | 65 | 0,068 | 0,082 | 0,095 | 0,109 | 0,122 | |
| Forklaring | |
| E = emulsjon | |
| vc = skjærehastighet [m/min] | |
| fz = fôr per tann [mm/t] | |
| De foreslåtte skjæreverdiene er referanseverdier og må tilpasses de respektive forholdene. | |