














HSS ringformet kutter
HSS-kjernebor
HSS KJERNEBOR Ø32MM WELDON D19 TANGE
Registrer deg nå for tilgang til over 125 000 produkter
Høy ytelse og rask boreframdrift med lang levetid
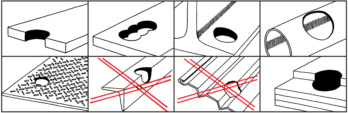
I motsetning til vanlig boring kuttes det bare en tynn metallring. Borekjernen støtes ut av senterspissen.
Ingen forhåndsboring nødvendig, ingen ru kanter
Ingen for- eller etterbearbeiding nødvendig
Optimalisert skjæregeometri
- Lang levetid sammenlignet med mange standard kjernebor
- Ren boreprofil
- Borehull med presise toleranser
Presis styring, ingen glidning
Passer til overlappingsboring. Problemfri boring på buede overflater og rør.
- I motsetning til spiralbor behandler den ringformede kutteren bare en tynn ring av materiale i stedet for hele bordiameteren. Borekjernen fjernes med en styrestift med fjærkraft, som ikke inngår i leveringsomfanget. Ringformede kuttere gir derfor en 10 ganger raskere boretid enn spiralbor.
- Tilstrekkelig, kontinuerlig kjøling gjennom hele boreprosessen øker levetiden til den ringformede kutteren betydelig. Må ikke brukes tørr.
- Ikke egnet for sponplater, titan eller varmebestandig, høylegert stål
- Se oversiktstabeller for materialer og skjæreverdieparametere
- Bruk passende verneutstyr, som vernebriller, hørselvern og vernehansker
- Ta av løse klær eller smykker som kan hektes fast i bevegelige deler
- Ringformede kuttere må ikke brukes med håndholdte verktøy
- Før bruk må du sørge for at verktøydrevet har perfekt konsentrisitet og riktig klemfunksjon

- Med Weldon-skaft ∅ 19 mm for bruk på mobile magnetboremaskiner eller søylebormaskiner for å lage store hull med en diameter på opptil 50 mm og en kuttedybde på 30 mm eller 50 mm
- Bor med FEIN QuickIn-innfestning kan brukes med en adapter
- Bruk på stasjonære bormaskiner med morsekon tange er mulig ved bruk av riktig adapter
- Sett senterspissen inn i kjerneborkronen
- Skyv kjerneborkronen inn i holderen på maskinen, og trekk til settskruene
- Kjerneborkronen låses automatisk når du bruker hurtigchucken.
- Kontroller at kjerneborkronen er montert riktig.
- Hvis boret utsettes for sideveis belastning under bruk, kan det bli ødelagt
- Fest bormaskinen i riktig posisjon for boring – påse at bormaskinen står støtt.
- Fest om nødvendig magnetboremaskinen med en sikkerhetsstropp før du borer, spesielt for bruk på vertikale overflater og arbeid over hodet
- Vær oppmerksom på hastighetstabellen, og bruk kjølevæske
- Bor forsiktig (uten sentreringsstansing og forhåndsboring), vær oppmerksom på jevn mating og jevn rotasjonshastighet gjennom hele boreprosessen
- Fjern spon og borekjernen etter hver boreoperasjon
- Forsiktig: Risiko for personskade, spon og borekjerne kan være svært varme og skarpe
Kvalitet | Würth-Standard |
Kuttedybde | 30 mm |
Diameter | 32 mm |
Lengde | 64,2 mm |
Materiale som skal behandles | Stål, Aluminium, Tre |
Skaftform | Weldon |
Overflate | Bar |
Kuttemateriale | HSS |
Levetid (poengsystem) | 2 av 4 punkter |
Borehastighet (poengsystem) | 3 av 4 punkter |
Borhullkvalitet (punktsystem) | 4 av 4 punkter |
Allsidighet (punktsystem) | 2 av 4 punkter |
Boreatferd (poengsystem) | 3 av 4 punkter |
| Kappeverdier |
| Kappeverdier |
| Kappeverdier |
Velg RAL-fargeverdi
OBS: Fargen på skjermen avviker fra den virkelige fargen.