





SC Speedcut inox endemølle, lang, fire blad, variabel spiral DIN 6527L, HA-tange
Endem. SC DIN 6527L Z4 2xD/2xD 39-42° TiAlN-S HA



























Registrer deg nå for tilgang til over 125 000 produkter

 | |
Produktkode | 7247 |
Materiale som skal behandles | Stål, Rustfritt stål, Titan, Aluminium, GUP |
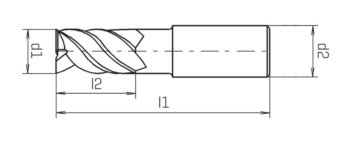
Diameter (d1) | 12 mm |
Skaftdiameter (d2) | 12 mm |
Standarder | DIN 6527 |
Konstruksjonslengde | Lang |
Skaftform | Sylinderformet DIN 6535-HA |
Kuttemateriale | SHM |
Overflate | TiAlN |
Kjølemiddeltilførsel | Utvendig |
Vridningsvinkel | 39-42° |
Lengde (l1) | 83 mm |
Skjærekantlengde (l2) | 26 mm |
Antall kutt (Z) | 4 STK |
Hjørneskråfas | 0,25 mm |
Toleranse for skjærekantdiameter | h10 |
Toleranse for skaftdiameter | h6 |
Materiale til undergruppe | Generelt konstruksjonsstål, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Stainless steels < 850 N/mm², Stainless steels > 850 N/mm², Titan, Titanlegering, Aluminium, FRP |
| Skjæreverdier for grovslipingsspor |