





SC langt spiralbor DIN 338
Spiralbor solid karbid DIN338 5xD type N
Art.-nr.
5443000299
EAN 4055375889725
Priser vises for kunden etter pålogging
Se tilgjengeligheten hos en Würth-avdeling
Hvis du vil kontrollere lagerbeholdningen i en Würth-avdeling, logger du deg på ved hjelp av påloggingsinformasjonen.
Har du spørsmål, kan du ta kontakt på servicenummeret vårt 464 01 500
Ikke Würth-kunde ennå, eller allerede Würth-kunde, men har ikke påloggingsinformasjon til nettbutikken? Du kan registrere deg på nettet nå med bare noen få trinn. Når vi har kontrollert og godkjent informasjonen du angir, kan du spørre om lagerbeholdning og priser samt legge inn bestillinger umiddelbart.

















Tilpasset for næringsdrivende
Registrer deg nå for tilgang til over 125 000 produkter
Spesielt egnet for boring i høyfast stål, krom-nikkelstål, kjølt støpejern, grått støpejern, støpejern, støpestål, mangan høykarbonstål, bronse, aluminium med høyt silisiuminnhold og andre materialer som er vanskelige å behandle.
Merknad≤ Ø 2,9 mm – 4 overflatesliping
≥ Ø 3,0 mm – 6 overflatesliping
≥ Ø 3,0 mm – 6 overflatesliping

 | |
Produktkode | 6156 |
Materiale som skal behandles | Stål, Titan, Kobber, Messing, Aluminium |
Standarder | DIN 338 |
Design | Lang |
Overflate | Bar |
Maks. boredybde (D) | 5xD |
Kuttemateriale | SHM |
Vinkel på spissen | 118 Degree |
Antall kutt | 2 STK |
Kjølemiddeltilførsel | Utvendig |
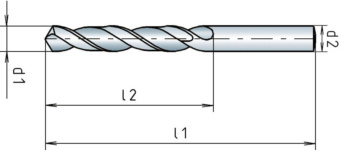
Diameter (d1) | 7,8 mm |
Skaftform | Sylinderformet |
Lengde (l1) | 117 mm |
Sponsporlengde (l2) | 75 mm |
Toleranse for skjærekantdiameter | h7 |
Skaftdiameter (d2) | 7,8 mm |
Borutforming | 6 slipeplater |
Toleranse for skaftdiameter | h5 |
Materiale til undergruppe | Generelt konstruksjonsstål, Non-alloyed tempering steels < 1000 N/mm², Titan, Titanlegering, Kobber, Messing, Aluminium, Plast |