





Solid karbidmølle Speedcut, ultrahardt stål 68 HRC, hjørneradius lang, valgfritt
Endem. SC Ultra HRC WN 2.5xD/1.5xD TiAlN-S ER HA
Art.-nr. 5443300899
EAN 4055375894293
Priser vises for kunden etter pålogging
Se tilgjengeligheten hos en Würth-butikk
Hvis du vil kontrollere lagerbeholdningen i en Würth-avdeling, logger du deg på ved hjelp av påloggingsinformasjonen.
Har du spørsmål, kan du ta kontakt på servicenummeret vårt 464 01 500
Ikke Würth-kunde ennå, eller allerede Würth-kunde, men har ikke påloggingsinformasjon til nettbutikken? Du kan registrere deg på nettet nå med bare noen få trinn. Når vi har kontrollert og godkjent informasjonen du angir, kan du spørre om lagerbeholdning og priser samt legge inn bestillinger umiddelbart.





















Tilpasset for næringsdrivende
Registrer deg nå for tilgang til over 125 000 produkter
Egner seg spesielt godt for behandling av herdet og høyfast stål. Høy grad av stivhet gir høy fôringshastighet og lang levetid, høy spiralvinkel gir en utmerket overflatefinish på arbeidsstykket. Fresen brukes til å frese rundt (etterbehandling). Ved grunne dybder er det også mulig å skjære foran ved å redusere fôringshastigheten med 50 %.

 | |
Produktkode | 6647 |
Materiale som skal behandles | Støpegods, Hardt og tøft materiale |
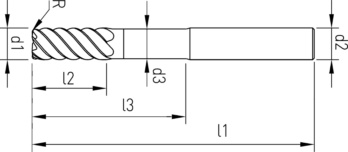
Diameter (d1) | 8 mm |
Skaftdiameter (d2) | 8 mm |
Klaringsdiameter (d3) | 7,8 mm |
Standarder | CS |
Konstruksjonslengde | Lang |
Skaftform | Sylinderformet DIN 6535-HA |
Kuttemateriale | SHM |
Overflate | TiAlN |
Kjølemiddeltilførsel | Utvendig |
Vridningsvinkel | 50° |
Hjørneradius (R) | 0,5 mm |
Lengde (l1) | 63 mm |
Skjærekantlengde (l2) | 13 mm |
Klaringslengde (l3) | 21 mm |
Antall kutt (Z) | 6 STK |
Toleranse for skjærekantdiameter | e8 |
Toleranse for skaftdiameter | h5 |
Materiale til undergruppe | Alloyed tempering steels < 1000 N/mm², Nitriding steels < 1300 N/mm², Grått støpejern, Aduserjern, Steels > 45 HRC |
| Skjæreverdier etterbehandlingskontur | ||||||||||
| For dia. 4 – dia. 16 | ||||||||||
| Materialbetegnelse | Strekkfasthet | Kjøling | vc | fz | ||||||
| Diameter 4 | Diameter 5 | Diameter 6 | Diameter 8 | Diameter 10 | Diameter 12 | Diameter 16 | ||||
| Verktøystål | 1100–1400 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,040 |
| Herdet stål | 40–48 HRC | T | 150 | 0,010 | 0,015 | 0,020 | 0,030 | 0,035 | 0,040 | 0,050 |
| 48–55 HRC | T | 135 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 55–60 HRC | T | 120 | 0,008 | 0,012 | 0,015 | 0,025 | 0,030 | 0,035 | 0,045 | |
| 60–68 HRC | T | 80 | 0,008 | 0,012 | 0,015 | 0,020 | 0,025 | 0,030 | 0,035 | |
| Slitesterkt konstruksjonsstål | 1350 N/mm2 | T | 170 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 |
| 1800 N/mm2 | T | 145 | 0,010 | 0,015 | 0,020 | 0,025 | 0,025 | 0,035 | 0,040 | |
| Støpejern | < 180 HB | T | 200 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 180 HB | T | 160 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Sfæroid grafitt, formbart jern | > 180 HB | T | 190 | 0,015 | 0,022 | 0,030 | 0,040 | 0,055 | 0,065 | 0,080 |
| > 260 HB | T | 170 | 0,015 | 0,022 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | |
| Forklaring | ||
| T = tørr | ae = 0,02xd1 | |
| vc = skjærehastighet [m/min] | ||
| fz = fôr per tann [mm/z] | ap = 1,5xd1 | |
| ae = skjæretykkelse (radial) | ||
| ap = skjæretykkelse (aksial) | ||
| Skjærehastighetene som er oppført, refererer til alle verktøytyper i henhold til DIN 6527K eller DIN 6527L. For XL-seriens endemøller anbefales det å redusere skjærehastigheten med 30 %. | ||