




TiN 90° forsenker DIN 335C
Konisk forsenker HSS, titannitrid
FORSENKER 90' Ø16,5MM. 1/4. BITSFESTE
Art.-nr. 069402016
EAN 4011231603485





Registrer deg nå for tilgang til over 125 000 produkter
Opptil 30 % raskere skjærehastighet og to til fire ganger lengre levetid sammenlignet med blå ring
TiN-belegg
Grad- og vibrasjonsfri forsenking og avgrading
Presisjon konisk forsenker med 3 skjær, presisjonsslipt
Optimalisert spiralsporgeometri
Utmerket spondannelse og -fjerning
Bærekraftig produktemballasje laget av 100 % PCR (resirkulert plast fra husholdningsavfall), 100 % resirkulerbar og Cradle to Cradle Certified® Bronze

 | |
Materiale som skal behandles | Stål, Støpegods |
Kvalitet | ZEBRA-Premium |
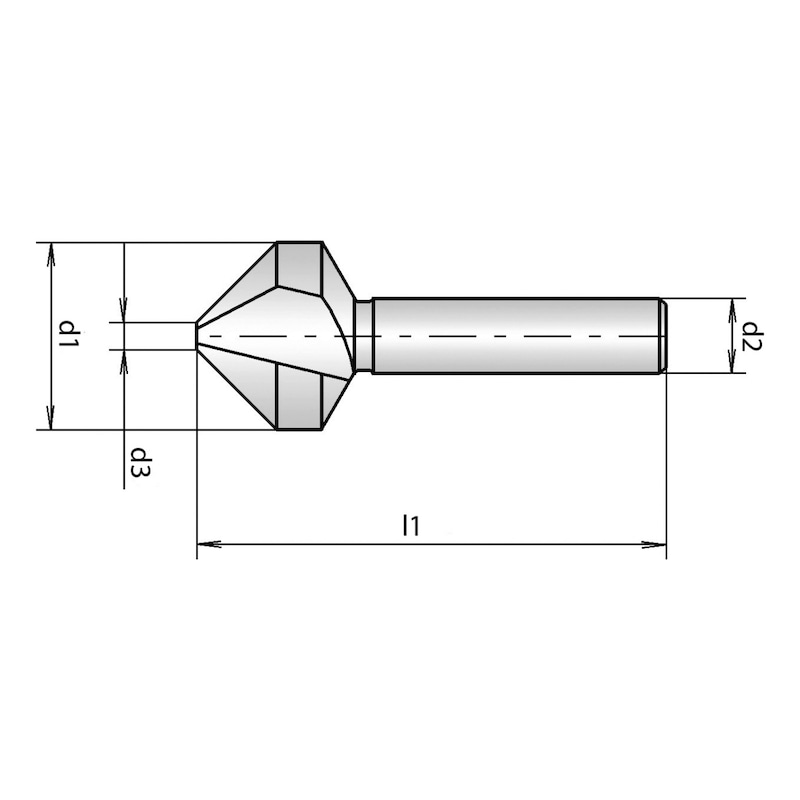
Forsenkerdiameter (d1) | 16,5 mm |
Skaftdiameter (d2) | 10 mm |
Spissdiameter (d3) | 3,2 mm |
Lengde (l1) | 60 mm |
Antall kutt (Z) | 3 STK |
Standarder | DIN 335 |
Form | C |
Kuttemateriale | HSS |
Forsenkningsvinkel | 90 Degree |
Overflate | TiN |
Skaftform | Sylinderformet |
Levetid (poengsystem) | 3 av 4 punkter |
Forsenkningshastighet (poengsystem) | 3 av 4 punkter |
Forsenkningskvalitet (poengsystem) | 2 av 4 punkter |
Allsidighet (punktsystem) | 1 av 4 punkter |
Forsenkningsatferd (poengsystem) | 2 av 4 punkter |
Materiale til undergruppe | Generelt konstruksjonsstål, Ikke-legert temperstål, Legert temperstål, Nitridstål, Verktøystål, Hurtigstål, Støpejern, Smibart jern, Aduserjern, Hvitt støpejern |
| Tildeling av konisk forsenker til skruestandarder | ||
| Konisk forsenker nominell diameter d1 | For senkhodeskruer | For senkhodeskruer |
| DIN EN ISO 10642 (tidligere DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (tidligere DIN 963, 964, 965, 966) | |
| 6,3 mm | M3 | M3 |
| 8,3 mm | M4 | - |
| 10,4 mm | M5 | M4, M5 |
| 12,4 mm | M6 | M6 |
| 16,5 mm | M8 | M8 |
| 20,5 mm | - | M10 |
| 25,0 mm | M10, M12 | M12 |
| 31,0 mm | M16 | - |
| Forklaring |
| vc = skjærehastighet [m/min] |
| f = mating (mm/r) |
| De foreslåtte skjæreverdiene er referanseverdier og må tilpasses de respektive forholdene. |
| For dia. 16,5-31 | ||||||
| Materialgruppe | Strekkfasthet | vc | f | |||
| Diameter 16,5 | Diameter 20,5 | Diameter 25 | Diameter 31 | |||
| Stål | ||||||
| Generelt konstruksjonsstål | ≤ 500 N/mm² | 35 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1 000 N/mm² | 33 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Ulegert avkjølt og herdet stål | ≤ 700 N/mm² | 35 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 850 N/mm² | 33 | 0,170 | 0,180 | 0,210 | 0,240 | |
| ≤ 1 000 N/mm² | 22 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Legert herdet og anløpt stål | ≤ 1 000 N/mm² | 17 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1 400 N/mm² | 13 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Nitrert stål | ≤ 1 000 N/mm² | 17 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1 400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Verktøystål | ≤ 850 N/mm² | 19 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1 400 N/mm² | 17 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Høyhastighetsstål | ≤ 1 400 N/mm² | 17 | 0,070 | 0,080 | 0,090 | 0,120 |
| Støpegods | ||||||
| Støpejern | ≤ 240 HB | 19 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Sfæroid grafitt og formbart jern | ≤ 240 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 17 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Avkjølt støpejern | ≤ 350 HB | 12 | 0,070 | 0,080 | 0,090 | 0,120 |
| Skjæreverdier | ||||||
| For dia. 6,3-12,4 | ||||||
| Materialgruppe | Strekkfasthet | vc | f | |||
| Diameter 6,3 | Diameter 8,3 | Diameter 10,4 | Diameter 12,4 | |||
| Stål | ||||||
| Generelt konstruksjonsstål | ≤ 500 N/mm² | 35 | 0,120 | 0,130 | 0,135 | 0,150 |
| ≤ 1 000 N/mm² | 33 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Ulegert avkjølt og herdet stål | ≤ 700 N/mm² | 35 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 33 | 0,120 | 0,130 | 0,135 | 0,150 | |
| ≤ 1 000 N/mm² | 22 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Legert herdet og anløpt stål | ≤ 1 000 N/mm² | 17 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1 400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitrert stål | ≤ 1 000 N/mm² | 17 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1 400 N/mm² | 13 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Verktøystål | ≤ 850 N/mm² | 19 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1 400 N/mm² | 17 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Høyhastighetsstål | ≤ 1 400 N/mm² | 17 | 0,040 | 0,050 | 0,060 | 0,060 |
| Støpegods | ||||||
| Støpejern | ≤ 240 HB | 19 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Sfæroid grafitt og formbart jern | ≤ 240 HB | 17 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 17 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Avkjølt støpejern | ≤ 350 HB | 12 | 0,040 | 0,050 | 0,060 | 0,060 |